- Inicio
- Productos
- Impresoras de huecograbado
- Impresoras de huecograbado, eje de línea mecánica
Impresoras de huecograbado, eje de línea mecánica

Esta impresora de huecograbado, eje de línea mecánica tiene posibilidad de imprimir hasta 14 colores. Su control de registro de colores es logrado gracias a husillo de bolas de precisión. Asimismo podemos decir que este tipo de impresora de huecograbado de eje de línea mecánica es de menor costo en comparación con el de eje de línea electrónica.
Contamos con 3 tipos de este tipo de impresora de huecograbado de eje de línea mecánica para su elección conforme a sus requerimientos. Asimismo también le podemos ofrecer el personalizado de la misma para poder cumplir cualquier tipo de necesidad que requiera.
Ancho estándar: 850/1050/1250mm (puede ser personalizado, máx 2500mm)
Sustratos aplicables: Distintos rollos de láminas de plástico, papel de aluminio, papeles.
Especificaciones
Velocidad máx de la máquina: 250m/min
Diámetro del rollo: 120mm a 286mm
Longitud de impresión: 380mm a 900mm
Precisión de control de tensión: ±1N
Especificaciones
Velocidad máx de la máquina: 220m/min
Diámetro del rollo: 118mm a 278mm
Longitud de impresión: 370mm a 872mm
Precisión de control de tensión: ±2N
Especificaciones
Velocidad máx de la máquina: 200m/min
Diámetro del rollo: 118mm a 230mm
Longitud de impresión: 370mm a 720mm
Precisión de control de tensión: ±2N

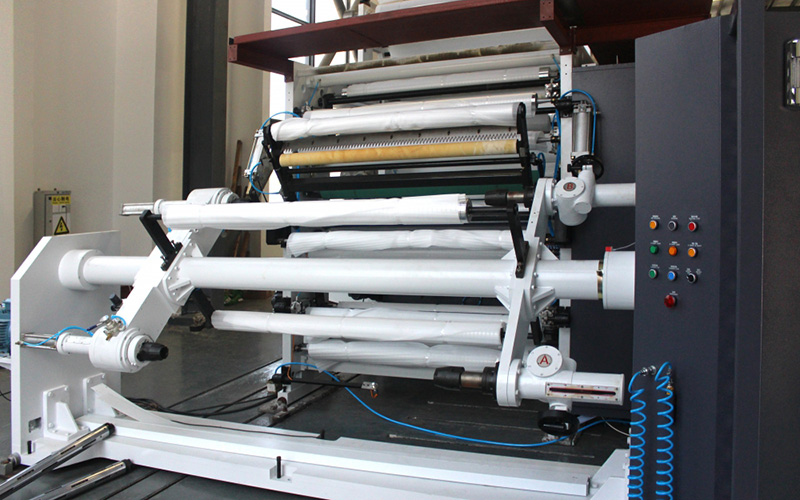
1. Integra doble controlador de eje por motor dual, lo que facilita la operación y el ahorro de tanto el material como del tiempo.
2. El eje de expansión de aire es utilizada para realizar el desbobinado, un cambio rápido y centrado preciso.
3. 3 cilindros neumático son utilizados para el empalme del material, presentando de este modo una operación sencilla y alta eficiencia. El control de tensión del rodillo de desbobinado es utilizado para evitar cualquier tipo de impacto del material durante el proceso de desbobinado.
4. El sistema PLC (controlador lógico programable) de manera automático controla la tensión del circuito cerrado, y el interruptor fotoeléctrico detecta de manera automática la posición de empalme, de esta manera facilita la operación manual en un ratio calificado de extensión y aumento de empalme del material.
1. La unidad de alimentación del rodillo está integrado de un rodillo de acero y un rodillo de goma para el empuje del material. Asimismo está diseñado con control de posición de las esquinas (EPC) para el guiado del material.
2. El rodillo de acero está tratada para un balanceado dinámico, y controlado por un motor independiente con correa de distribución (de dientes circulares). El rodillo de goma o hule se activa de manera neumática por cilindros neumáticos duales, con función de auto cerrado. La presión de los rodillos puede ser ajustada por componentes neumáticos.
3. La válvula de liberación de alta precisión ayuda a fijar de manera precisa y controlar la tensión del sincronizado, además control de tensión del rodillo de desbobinado garantiza tensión estable en el momento de la impresión.
1. El cilindro de plancha es instalado mediante sistema de sujeción neumática sin eje, y es controlado por motor inversor combinado con caja de engranaje y eje de transmisión.
2. La caja de engranaje de aceite inmerso es sellado de manera hermética. Todas las unidades de impresión están conectadas por acoplamientos, e integra rodillo sincronizado, la operación sincronizada puede ser alcanzada por un motor principal combinado con la correa de distribución.
3. Mediante eje de transmisión, los acoplamientos y cajas de engranaje, la energía del motor principal es transmitido a cada unidad de impresión, permitiendo de este modo que los cilindros de impresión roten y la rasqueta se mueva en movimiento recíproco.
4. El husillo de bolas de precisión se mueve en movimiento lineal para poder compensar el error de posición, permitiendo el control de registro sea realizada de manera precisa.

1. Adoptando sistema de control de registro de colores independiente. Para poder ayudar al operador a saber el estado del registro de impresión, cada impresión de color está diseñado con una pantalla independiente para el operador, de esta manera se permite mejorar la eficiencia de trabajo y reducir también la intensidad de trabajo de los operadores.
2. La modificación rápida de los dígitos para corregir los errores de registro de impresión permite lograr un mejor registro de colores para la impresión de manera precisa, además de realizar el cambio del cilindro de impresión de manera rápida.
3. El sistema de registro integra función de memoria de almacenamiento, de esta manera el rodillo de impresión puede rápidamente estar posicionada. Asimismo tiene función de pre registro para un posicionado rápido del nuevo cilindro de impresión.
1. El sistema de secado presenta alta eficiencia con baja retención de solvente. Es diseñado con control de temperatura continua automática inteligente.
2. La cubierta de secado es abierta y cerrada de manera neumática. El aire puede ser evitado que escape gracias al diseño de presión negativa interna en la cámara de secado, de esta manera se logre mejorar el control automático de la temperatura interna.
1. El rodillo de enfriamiento está hecho de aleación de aluminio y presenta baja inercia, utilizado para enfriamiento de circulación de agua forzada.
2. Ambos extremos del rodillo de enfriamiento son soportados por cojinete de rodillos de doble fila con propio alineamiento, y el agua desbordada de enfriamiento es de manera automática recirculada.
3. El rodillo de enfriamiento está diseñado con ángulo de largo contacto y superficie de enfriamiento, permitiendo de este modo gran eficiencia de enfriamiento.
Inspección en línea—El sistema de inspección de calidad es instalada de manera directa en la línea de impresión, monitores y retroalimentaciones de la calidad de los productos en tiempo real, reduciendo el residuo innecesario.
Control de viscosidad de la tinta—Esta unidad se enfoca en el control automático de la viscosidad de la tinta, facilitando las operaciones posteriores.
Absorción electrostática de tinta—esta función facilita la absorción de la tinta en el papel durante la impresión.
Marco movible—El marco permite impresión de doble cara.




-

- Guangdong Shanzhang Industry Co., Ltd.
 +86-754-88226188
+86-754-88226188
Capacidad de fabricación  Vista exterior de la planta
Vista exterior de la planta
 Entrada de la compañía
Entrada de la compañía Taller de ensamblaje
Taller de ensamblaje
- Servicios
 Consultas
Consultas
 Servicio post venta
Servicio post venta Otros servicios
Otros servicios
Rubros de aplicación